Optimizing an Induction Field for Cap Sealing
Enercon induction cap sealers are very efficient at converting input power into sealing energy. Their powerful electromagnetic fields are carefully engineered to optimize the sealing energy required to heat a foil liner and ultimately activate a hermetic seal. Packagers have control of three important variables between the induction field and their packages: the strength of the field, the path of the foil liner through the field, and the time the foil liner is in the field.
Managing these three variables is part of the process of establishing an operating window for achieving a perfect seal every time. This article provides insights on how the relationship between an induction field and liner are key to sealing success.
Strength of the induction field
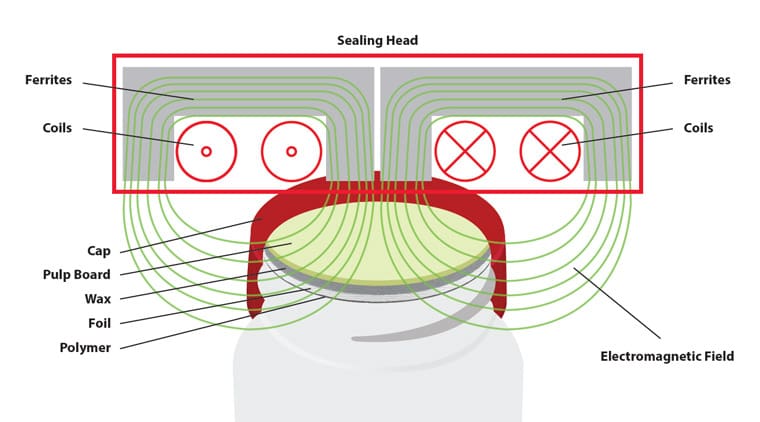
The induction field created by your induction sealer provides the sealing energy required to heat the foil, melt the polymer and create a hermetic seal. The strength of the induction field is controlled by the power level of your cap sealer with 100% being maximum power. More power is not always better as too much power can create burnt liners. Too little power and the container will not seal.
Alignment of the liner in the induction field
The position of the liner relative to the induction field is an important component of a proper set-up. Containers should be aligned on the center of the conveyor and center of the sealing head. This ensures the liners will travel through the center of the induction field created by the cap sealer. Equally important is to ensure the height of the liner relative to the sealing head is consistent. Enercon provides gap gauges to ensure the gap is consistent across the length of the sealing head and at the recommended 1/8th” gap for optimal sealing performance. As the distance between the sealing head and liner increases, the strength of the induction field it passes through decreases.

Time spent in the induction field
The longer a liner is exposed to an induction field, the more sealing energy it receives. On a packaging line, time is controlled by the conveyor line speed. Increasing the speed of the conveyor reduces the amount of sealing energy the liner is exposed to, and conversely slowing down the line increases the amount of sealing energy the liner is exposed to.
If you have any questions please contact us.
Tip: Share this article with your line operators to make sure they understand these relationships and the importance of following the parameters set in the operating window you have set up for each application.
